
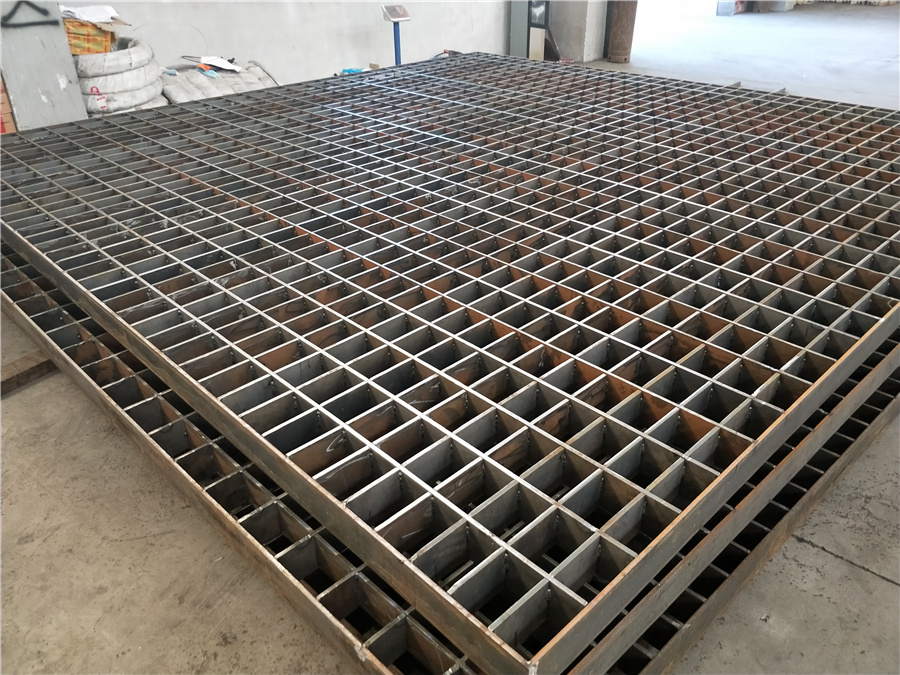
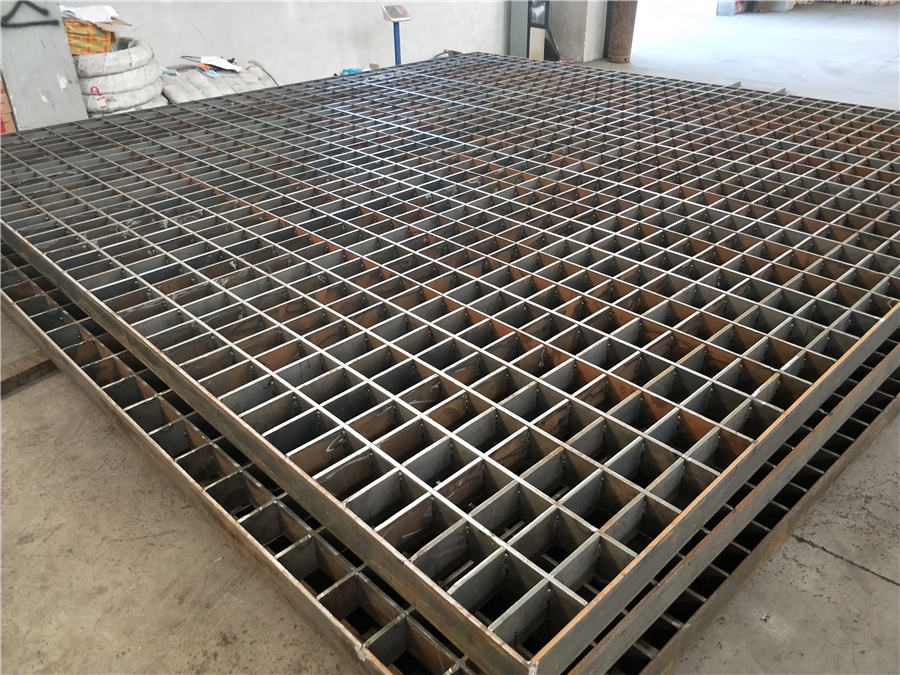
重庆重型钢格板批发厂家 进来看看 格美瑞钢格板
浏览次数:390次
- 产品规格:
- 发货地:江苏省常州武进区
关键词
重庆重型钢格板批发厂家
详细说明
焦炭:维稳;钢厂高炉开工仍处高位,焦炭需求仍在,但钢厂成本压力日益增加,打压原料价格明显,但焦炭开工方面受环保检查影响,日产有所下降,受主流市场陆续提降的影响,预计明焦炭市场趋弱运行。
循环水场水塔下的集水池与一侧的吸水池之间多采用钢格栅将固液分离 ,防止悬浮物在循环水中的积累。钢格栅多设置为双道或三道 .最外层孔隙大.用于截留水中大块杂质 。第二道孔隙小以起到精滤的作用。钢格栅一般采用钢材制作同时为了方便检修提升,在钢格栅工作台上往往还设置了龙门架。经过现场调查发现 .钢格栅表面普遍锈蚀严重 ,影响了正常的使用和构件的寿命 。
4、冷镀锌钢格板(扁钢间距30mm)扁钢间距为 30mm 的冷镀锌钢格板为工业领域用途最广泛的品种.在常用正板钢格板的系列中,对表面冲击具有最强的抵力
钢格板是一种由承载扁钢与扭绞方钢按照一定的间距正交组合,通过焊接加以固定的开敞板式钢构件。随着我国经济的高速发展 , 市场竞争的日益激烈 ,客户对钢格板产品质量的要求也越来越高 。在钢格板上用的扭绞方钢 (横杆 ) ,客户的要求就非常严格 ,主要质量要求如下 : ①扭绞方钢必须消除拉拔以及扭绞后的内应力 ,经充分调直后 ,线材在 1m 内直线度误差为 ±5mm; ②客户要求扭绞方钢表面不允许出现表面划伤 ,且方钢的圆弧角不能被磨大 。扭绞方钢在钢格板生产中是必不可少的材料,而扭绞方钢在运输时,为了方便都是卷成捆的,在使用时都需要进行调直切断。下面就对钢格板扭绞方钢调直切断机设计原理进行详细的剖析。
送 料
扭绞方钢的送料是通过两对输送辊 1 和 8 进行 。 输送辊的材质为锡青铜 ,分别布臵在调直筒的前后两端 。扭绞方钢通过输送辊的同步运转向前运行 ,调整输送辊弹簧可以改变送线的速度 ,其最大值等于输送辊外圆的线速度 。输送辊的调节对扭绞方钢的表面质量是很重要的 ,如果压得太紧 ,就会导致方钢变形或者出现机械纹 ;反之 ,如果输送辊压得过松 ,扭绞方钢就会在输送辊上产生相对滑动 ,引起其表面划伤 。 这两种情况均会导致产品不及格 。因此 ,应根据不同的产品规格和刚性 ,适当调整弹簧压力 , 以达到最佳的调直效果和生产效率 。
调 直
由于扭绞方钢是通过拉丝机拉拔出来呈盘圆状的 ,无法自身旋转 。因此 ,我们采用滚筒式调直是唯一的办法 。而目前 ,多数厂家均采用在滚筒内排列若干个辊子 ,然后通过调节辊子对线材压力 , 以达到消除应力目的 。但是 , 因为辊子的硬度一般都在 58 ~ 62HRC ,这样就很容易令扭绞方钢出现表面划伤 , 而且方钢圆弧角也会被磨损 ; 但如果降低辊子的硬度 , 辊子又会很快被方钢“切出 ”一条槽 ,起不到压力调直的作用 。 图 1 调直方案 1、8. 输送辊 2. 轴承 3. 调直筒 4. 滑块 5. 调心轴承 6. 孔模 7. 皮带轮 9. 油盘 10. 扭绞方钢 为此 ,如图 1 所示 。我们采用孔模 6 代替原来的 调直辊 ,装在调直滚筒 3 中 ,以期达到消除摩擦 ,并避免方钢划伤和圆弧角被磨损的目的 。孔模 6 安装在 调心轴承 2 内 ,被调直的方钢 10 从中间穿过 ,轴承 2 装在位臵可以调节的滑块 4 内 。在调直时将滑块 4 调成交错压弯 ,而各个孔模 6 形成相互偏心状态 , 其偏心大小代表压弯量的不同 。孔模 6 的偏心随着调直筒的转动而绕着扭绞方钢 10 轴线旋转 , 使扭绞方钢 10 在前进过程中各个方向受到多次弹性弯曲 , 从而最终达到调直的目的 。而且 ,我们还在滚筒的入口处增加润滑油盘 9 ,使扭绞方钢在进入调直时表面就有润滑油 ,而且得到充分润滑 。
扭绞方钢调直后需切断成客户要求的长度。切断过程由安装在方钢出口处的切断机来完成 ,切断机由偏心机构 (如图 2 中 1 ~6 部件 ) 和切断机构 (如图 2 中 7~14 部件 )组成 。动力为切断电机 ,通过皮带传动使凸轮轴 1 旋转 ,而冲头 6 在凸轮 2 的作用下作上下往复运动 。工作时 ,当扭绞方钢在达到定长时 , 即线材顶住定尺板 13 ,由于线材在输送辊的作用下继续前进 ,就将直线枪 14 向前推动 ,刀头顶部的冲头垫片 7 凸台就会移动到冲头 6 的工作行程内 ,此时通过冲头垫片 7 冲击刀头 8 ,从而切断到标准长度的扭绞方钢 。当方钢自行落下后 , 在复位拉簧 11 的作用下使切断机构回复到初始状态 ,进入下一个循环 。
采用上述调直方案和设计理论生产出来的扭绞方钢,已经在钢格板实际生产中得到了广泛的应用 。而且通过实际生产表明 ,扭绞方钢在调直后直线度误差不大于 5mm /m , 方钢的直线度得到显著提高 。扭绞方钢每条螺旋线间距也无明显变化 ,方钢表面粗糙度与调直前相比虽然有所下降 ,但扭绞方钢均无任何形式的划伤且圆弧角没有被磨大 。通过多次的反复实践证明 ,这种调直方式是行之有效的 , 能满足钢格板客户对扭绞方钢的高质量要求 。
生铁:稳中下行;出货不畅,库存持续增加,加之焦炭趋弱,铁厂售价陆续下调,部分铁厂成本倒挂,亏损销售,商家心态悲观,加上钢坯、成品材持续跌价,钢厂对生铁采购持打压态度,议价空间较大,预计明日生铁偏弱运行。
1、数控操作台:内置触摸屏,进口PLC,送料电机调速器等元器件,用于控制整个设备的运行和操作。
钢格板在焊接工作过程中,除了会产生大量的有害弧光、飞溅火星外,还产生大量的有害气体、烟尘,致使工人作业环境差。为改善工人作业环境,切实保护工人的身心健康,焊接烟尘的吸收和净化就显得尤为重要,科学研究和健康调查表明, 焊接过程会产生焊接烟尘, 这些烟尘颗粒很小, 会悬浮和弥漫在整个焊接工作场所。 而烟尘中存在大量人体可吸入物质( 如氧化锰、 六价铬、 钾、 钠的氧化物等), 这些有害物质不但会使人患慢性支气管炎, 还会沉积在人体的血液和骨骼中, 引发各种疾病。 焊接烟尘已经成为一大环境公害, 所以对焊接烟尘的净化治理, 也受到相关部门的高度关注.
对于焊接烟尘净化治理的研究,国外开展的较早,处理技术相对先进、成熟。就焊接烟尘净化治理发展方向看,焊接烟尘净化治理设备从单一性、固定式、大型化向成套性、组合性、小型化以及节能高效、以局部净化治理为主、全面通风为辅的综合净化治理方向发展。
焊烟净化机的结构和特点
焊烟净化机系统( 以下简称净化机)由吸尘罩、 风管和支承臂、 净化系统和风机四部分组成,其净化过程和原理类似于家用吸尘器。 由操作人员用手工将吸尘罩定位在需要焊接净化的位置, 风管由支承臂支承, 一端连接着吸尘罩, 另一端连接着净化系统。 当风机工作时, 风机前部的净化系统和风管、 吸尘罩内形成负压, 这个负压将焊接产生的烟尘随周围空气一起吸人净化系统, 经净化系统的过滤器过滤后. 通过风机出口排出。
1、净化机的优点
a、风管和支承臂可以带动吸尘罩悬停在其活动半径范围内的任意空间位置, 且手工拉动吸尘罩时灵活性好。
b、净化系统结构简单, 就是一个过滤筒, 滤材可方便地滤除直径大于0.5微米的尘粒,且阻力很小。并且当滤材沾满灰尘时. 可以通过压缩空气反吹后继续使用。
c、能耗少, 与整体通风净化相比可以节能90%以上。
2、净化机的缺点
a、对钢格板实际焊接情况来说. 吸尘罩有效吸尘空间太小, 即吸尘效率太低。
b、应用受到极大制约。 当钢格板尺寸较大时, 为达到吸尘效果, 需不断地手工移动吸尘罩, 操作极为不便, 容易影响钢格板的焊接质量。
净化机的发展方向
净化机因其结构紧凑,空间尺寸小,净化系统简单实用、节能, 使用成本低等诸多优点而被广泛采用。 这些优点在净化机的发展中应被保留和发展,关键是克服上述缺点。 因此,净化机的发展方向是在减轻劳动强度的同时进一步扩大吸尘罩的有效吸尘空间。实际上,只要能将由操作者手工移动吸尘罩这一动作改由智能型机器来完成,就能从根本上解决这个问题,即焊烟净化中需要有一款焊烟跟踪机器人。自主研制的具备感知、决策和行动三大机器人本质特征的烟尘自动跟踪臂( 以下简称跟踪臂)由焊烟识别传感器、 电脑和软件以及执行机构等几部分组成。 当焊接开始时, 焊烟识别传感器立即将焊烟产生点的三维空间位置传送给电脑和软件系统, 经软件系统分析后, 命令执行机构带着吸尘罩紧跟焊接点, 每隔3m m 自动移动一次( 宏观上可看作连续移动), 真正做到了吸尘罩与焊接点同步运动。 在焊接有害物质还未扩散就被吸收净化, 使有害物质的产生与吸收、净化同步,从而保证了工作环境的空气质量和操作者的健康。
m.glggb88.b2b168.com
循环水场水塔下的集水池与一侧的吸水池之间多采用钢格栅将固液分离 ,防止悬浮物在循环水中的积累。钢格栅多设置为双道或三道 .最外层孔隙大.用于截留水中大块杂质 。第二道孔隙小以起到精滤的作用。钢格栅一般采用钢材制作同时为了方便检修提升,在钢格栅工作台上往往还设置了龙门架。经过现场调查发现 .钢格栅表面普遍锈蚀严重 ,影响了正常的使用和构件的寿命 。
4、冷镀锌钢格板(扁钢间距30mm)扁钢间距为 30mm 的冷镀锌钢格板为工业领域用途最广泛的品种.在常用正板钢格板的系列中,对表面冲击具有最强的抵力
钢格板是一种由承载扁钢与扭绞方钢按照一定的间距正交组合,通过焊接加以固定的开敞板式钢构件。随着我国经济的高速发展 , 市场竞争的日益激烈 ,客户对钢格板产品质量的要求也越来越高 。在钢格板上用的扭绞方钢 (横杆 ) ,客户的要求就非常严格 ,主要质量要求如下 : ①扭绞方钢必须消除拉拔以及扭绞后的内应力 ,经充分调直后 ,线材在 1m 内直线度误差为 ±5mm; ②客户要求扭绞方钢表面不允许出现表面划伤 ,且方钢的圆弧角不能被磨大 。扭绞方钢在钢格板生产中是必不可少的材料,而扭绞方钢在运输时,为了方便都是卷成捆的,在使用时都需要进行调直切断。下面就对钢格板扭绞方钢调直切断机设计原理进行详细的剖析。
送 料
扭绞方钢的送料是通过两对输送辊 1 和 8 进行 。 输送辊的材质为锡青铜 ,分别布臵在调直筒的前后两端 。扭绞方钢通过输送辊的同步运转向前运行 ,调整输送辊弹簧可以改变送线的速度 ,其最大值等于输送辊外圆的线速度 。输送辊的调节对扭绞方钢的表面质量是很重要的 ,如果压得太紧 ,就会导致方钢变形或者出现机械纹 ;反之 ,如果输送辊压得过松 ,扭绞方钢就会在输送辊上产生相对滑动 ,引起其表面划伤 。 这两种情况均会导致产品不及格 。因此 ,应根据不同的产品规格和刚性 ,适当调整弹簧压力 , 以达到最佳的调直效果和生产效率 。
调 直
由于扭绞方钢是通过拉丝机拉拔出来呈盘圆状的 ,无法自身旋转 。因此 ,我们采用滚筒式调直是唯一的办法 。而目前 ,多数厂家均采用在滚筒内排列若干个辊子 ,然后通过调节辊子对线材压力 , 以达到消除应力目的 。但是 , 因为辊子的硬度一般都在 58 ~ 62HRC ,这样就很容易令扭绞方钢出现表面划伤 , 而且方钢圆弧角也会被磨损 ; 但如果降低辊子的硬度 , 辊子又会很快被方钢“切出 ”一条槽 ,起不到压力调直的作用 。 图 1 调直方案 1、8. 输送辊 2. 轴承 3. 调直筒 4. 滑块 5. 调心轴承 6. 孔模 7. 皮带轮 9. 油盘 10. 扭绞方钢 为此 ,如图 1 所示 。我们采用孔模 6 代替原来的 调直辊 ,装在调直滚筒 3 中 ,以期达到消除摩擦 ,并避免方钢划伤和圆弧角被磨损的目的 。孔模 6 安装在 调心轴承 2 内 ,被调直的方钢 10 从中间穿过 ,轴承 2 装在位臵可以调节的滑块 4 内 。在调直时将滑块 4 调成交错压弯 ,而各个孔模 6 形成相互偏心状态 , 其偏心大小代表压弯量的不同 。孔模 6 的偏心随着调直筒的转动而绕着扭绞方钢 10 轴线旋转 , 使扭绞方钢 10 在前进过程中各个方向受到多次弹性弯曲 , 从而最终达到调直的目的 。而且 ,我们还在滚筒的入口处增加润滑油盘 9 ,使扭绞方钢在进入调直时表面就有润滑油 ,而且得到充分润滑 。
扭绞方钢调直后需切断成客户要求的长度。切断过程由安装在方钢出口处的切断机来完成 ,切断机由偏心机构 (如图 2 中 1 ~6 部件 ) 和切断机构 (如图 2 中 7~14 部件 )组成 。动力为切断电机 ,通过皮带传动使凸轮轴 1 旋转 ,而冲头 6 在凸轮 2 的作用下作上下往复运动 。工作时 ,当扭绞方钢在达到定长时 , 即线材顶住定尺板 13 ,由于线材在输送辊的作用下继续前进 ,就将直线枪 14 向前推动 ,刀头顶部的冲头垫片 7 凸台就会移动到冲头 6 的工作行程内 ,此时通过冲头垫片 7 冲击刀头 8 ,从而切断到标准长度的扭绞方钢 。当方钢自行落下后 , 在复位拉簧 11 的作用下使切断机构回复到初始状态 ,进入下一个循环 。
采用上述调直方案和设计理论生产出来的扭绞方钢,已经在钢格板实际生产中得到了广泛的应用 。而且通过实际生产表明 ,扭绞方钢在调直后直线度误差不大于 5mm /m , 方钢的直线度得到显著提高 。扭绞方钢每条螺旋线间距也无明显变化 ,方钢表面粗糙度与调直前相比虽然有所下降 ,但扭绞方钢均无任何形式的划伤且圆弧角没有被磨大 。通过多次的反复实践证明 ,这种调直方式是行之有效的 , 能满足钢格板客户对扭绞方钢的高质量要求 。
生铁:稳中下行;出货不畅,库存持续增加,加之焦炭趋弱,铁厂售价陆续下调,部分铁厂成本倒挂,亏损销售,商家心态悲观,加上钢坯、成品材持续跌价,钢厂对生铁采购持打压态度,议价空间较大,预计明日生铁偏弱运行。
1、数控操作台:内置触摸屏,进口PLC,送料电机调速器等元器件,用于控制整个设备的运行和操作。
钢格板在焊接工作过程中,除了会产生大量的有害弧光、飞溅火星外,还产生大量的有害气体、烟尘,致使工人作业环境差。为改善工人作业环境,切实保护工人的身心健康,焊接烟尘的吸收和净化就显得尤为重要,科学研究和健康调查表明, 焊接过程会产生焊接烟尘, 这些烟尘颗粒很小, 会悬浮和弥漫在整个焊接工作场所。 而烟尘中存在大量人体可吸入物质( 如氧化锰、 六价铬、 钾、 钠的氧化物等), 这些有害物质不但会使人患慢性支气管炎, 还会沉积在人体的血液和骨骼中, 引发各种疾病。 焊接烟尘已经成为一大环境公害, 所以对焊接烟尘的净化治理, 也受到相关部门的高度关注.
对于焊接烟尘净化治理的研究,国外开展的较早,处理技术相对先进、成熟。就焊接烟尘净化治理发展方向看,焊接烟尘净化治理设备从单一性、固定式、大型化向成套性、组合性、小型化以及节能高效、以局部净化治理为主、全面通风为辅的综合净化治理方向发展。
焊烟净化机的结构和特点
焊烟净化机系统( 以下简称净化机)由吸尘罩、 风管和支承臂、 净化系统和风机四部分组成,其净化过程和原理类似于家用吸尘器。 由操作人员用手工将吸尘罩定位在需要焊接净化的位置, 风管由支承臂支承, 一端连接着吸尘罩, 另一端连接着净化系统。 当风机工作时, 风机前部的净化系统和风管、 吸尘罩内形成负压, 这个负压将焊接产生的烟尘随周围空气一起吸人净化系统, 经净化系统的过滤器过滤后. 通过风机出口排出。
1、净化机的优点
a、风管和支承臂可以带动吸尘罩悬停在其活动半径范围内的任意空间位置, 且手工拉动吸尘罩时灵活性好。
b、净化系统结构简单, 就是一个过滤筒, 滤材可方便地滤除直径大于0.5微米的尘粒,且阻力很小。并且当滤材沾满灰尘时. 可以通过压缩空气反吹后继续使用。
c、能耗少, 与整体通风净化相比可以节能90%以上。
2、净化机的缺点
a、对钢格板实际焊接情况来说. 吸尘罩有效吸尘空间太小, 即吸尘效率太低。
b、应用受到极大制约。 当钢格板尺寸较大时, 为达到吸尘效果, 需不断地手工移动吸尘罩, 操作极为不便, 容易影响钢格板的焊接质量。
净化机的发展方向
净化机因其结构紧凑,空间尺寸小,净化系统简单实用、节能, 使用成本低等诸多优点而被广泛采用。 这些优点在净化机的发展中应被保留和发展,关键是克服上述缺点。 因此,净化机的发展方向是在减轻劳动强度的同时进一步扩大吸尘罩的有效吸尘空间。实际上,只要能将由操作者手工移动吸尘罩这一动作改由智能型机器来完成,就能从根本上解决这个问题,即焊烟净化中需要有一款焊烟跟踪机器人。自主研制的具备感知、决策和行动三大机器人本质特征的烟尘自动跟踪臂( 以下简称跟踪臂)由焊烟识别传感器、 电脑和软件以及执行机构等几部分组成。 当焊接开始时, 焊烟识别传感器立即将焊烟产生点的三维空间位置传送给电脑和软件系统, 经软件系统分析后, 命令执行机构带着吸尘罩紧跟焊接点, 每隔3m m 自动移动一次( 宏观上可看作连续移动), 真正做到了吸尘罩与焊接点同步运动。 在焊接有害物质还未扩散就被吸收净化, 使有害物质的产生与吸收、净化同步,从而保证了工作环境的空气质量和操作者的健康。
m.glggb88.b2b168.com