
山西玻璃钢格栅钢格板批发厂家
浏览次数:346次
- 产品规格:
- 发货地:江苏省常州武进区
关键词
山西玻璃钢格栅钢格板批发厂家
详细说明
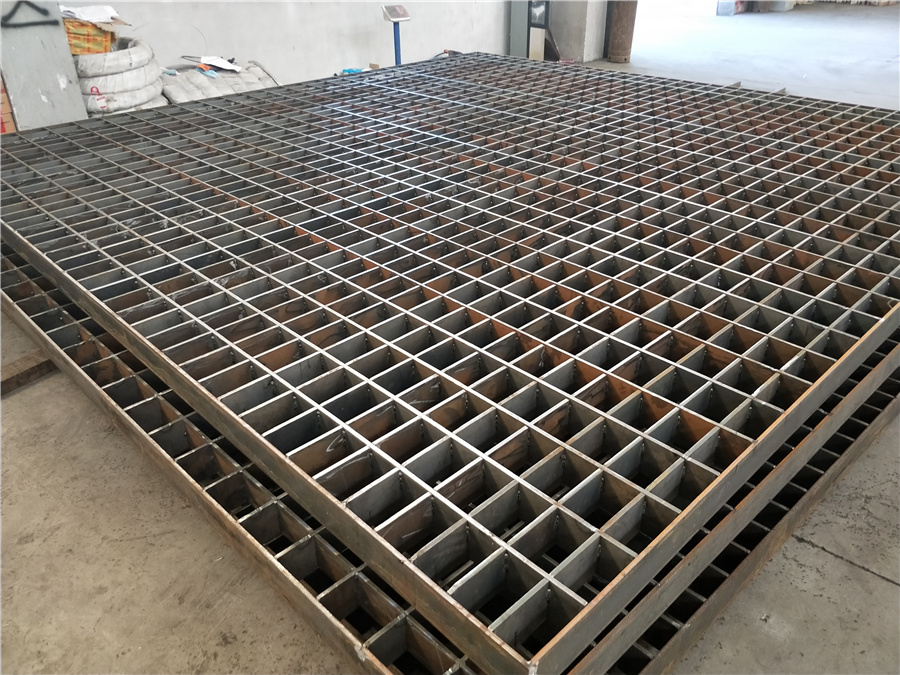
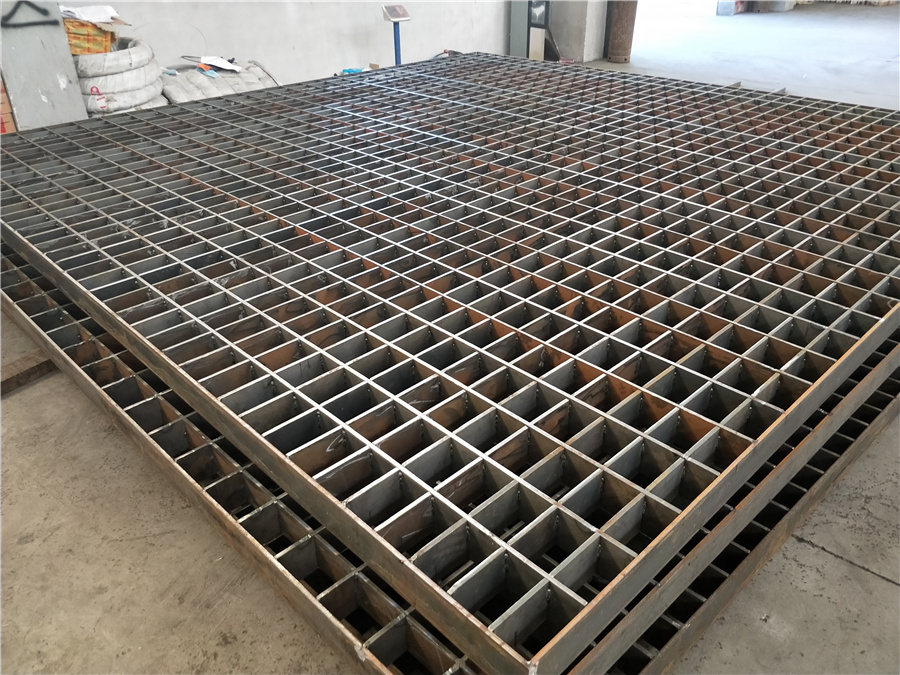
热轧防滑扁钢是钢格板制造业的主要原料之一。钢格板由扁钢焊接拼装成网格状的板材,经镀锌后广泛用于发电厂、锅炉厂、化工厂走台,高速公路电 力通讯道防护盖板、汽车喷漆房、市政设施等方面,具有牢固、美观、通风等优点。而传统的带有网纹的防滑钢板, 由于易变形、不透气、易积水生锈、施工困难等缺点已逐渐被钢格板所替代。
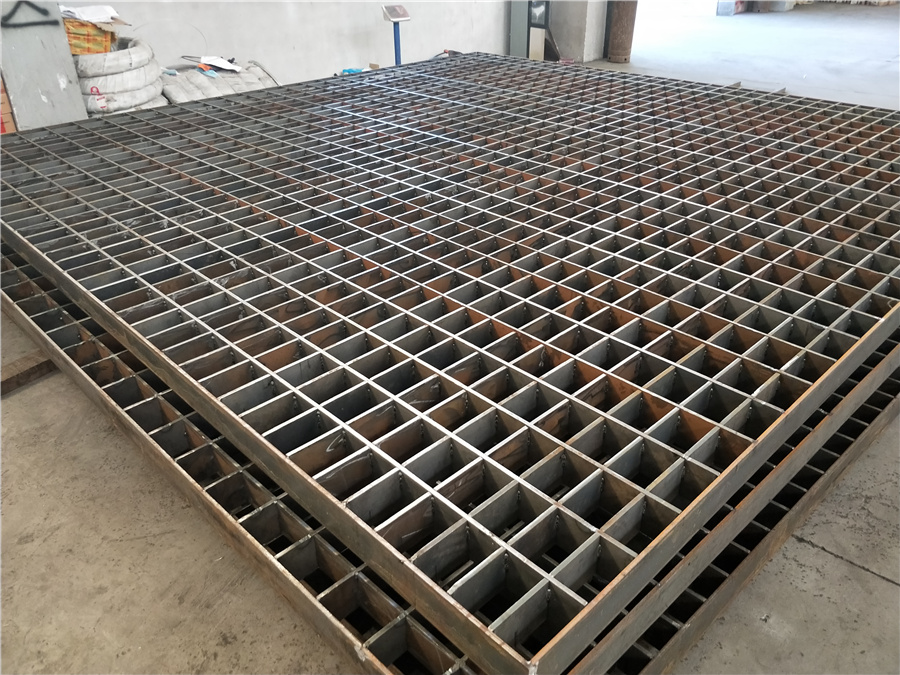
钢格板是一种由承载扁钢与扭绞方钢按照一定的间距正交组合,通过焊接加以固定的开敞板式钢构件。随着我国经济的高速发展 , 市场竞争的日益激烈 ,客户对钢格板产品质量的要求也越来越高 。在钢格板上用的扭绞方钢 (横杆 ) ,客户的要求就非常严格 ,主要质量要求如下 : ①扭绞方钢必须消除拉拔以及扭绞后的内应力 ,经充分调直后 ,线材在 1m 内直线度误差为 ±5mm; ②客户要求扭绞方钢表面不允许出现表面划伤 ,且方钢的圆弧角不能被磨大 。扭绞方钢在钢格板生产中是必不可少的材料,而扭绞方钢在运输时,为了方便都是卷成捆的,在使用时都需要进行调直切断。下面就对钢格板扭绞方钢调直切断机设计原理进行详细的剖析。
送 料
扭绞方钢的送料是通过两对输送辊 1 和 8 进行 。 输送辊的材质为锡青铜 ,分别布臵在调直筒的前后两端 。扭绞方钢通过输送辊的同步运转向前运行 ,调整输送辊弹簧可以改变送线的速度 ,其最大值等于输送辊外圆的线速度 。输送辊的调节对扭绞方钢的表面质量是很重要的 ,如果压得太紧 ,就会导致方钢变形或者出现机械纹 ;反之 ,如果输送辊压得过松 ,扭绞方钢就会在输送辊上产生相对滑动 ,引起其表面划伤 。 这两种情况均会导致产品不及格 。因此 ,应根据不同的产品规格和刚性 ,适当调整弹簧压力 , 以达到最佳的调直效果和生产效率 。
调 直
由于扭绞方钢是通过拉丝机拉拔出来呈盘圆状的 ,无法自身旋转 。因此 ,我们采用滚筒式调直是唯一的办法 。而目前 ,多数厂家均采用在滚筒内排列若干个辊子 ,然后通过调节辊子对线材压力 , 以达到消除应力目的 。但是 , 因为辊子的硬度一般都在 58 ~ 62HRC ,这样就很容易令扭绞方钢出现表面划伤 , 而且方钢圆弧角也会被磨损 ; 但如果降低辊子的硬度 , 辊子又会很快被方钢“切出 ”一条槽 ,起不到压力调直的作用 。 图 1 调直方案 1、8. 输送辊 2. 轴承 3. 调直筒 4. 滑块 5. 调心轴承 6. 孔模 7. 皮带轮 9. 油盘 10. 扭绞方钢 为此 ,如图 1 所示 。我们采用孔模 6 代替原来的 调直辊 ,装在调直滚筒 3 中 ,以期达到消除摩擦 ,并避免方钢划伤和圆弧角被磨损的目的 。孔模 6 安装在 调心轴承 2 内 ,被调直的方钢 10 从中间穿过 ,轴承 2 装在位臵可以调节的滑块 4 内 。在调直时将滑块 4 调成交错压弯 ,而各个孔模 6 形成相互偏心状态 , 其偏心大小代表压弯量的不同 。孔模 6 的偏心随着调直筒的转动而绕着扭绞方钢 10 轴线旋转 , 使扭绞方钢 10 在前进过程中各个方向受到多次弹性弯曲 , 从而最终达到调直的目的 。而且 ,我们还在滚筒的入口处增加润滑油盘 9 ,使扭绞方钢在进入调直时表面就有润滑油 ,而且得到充分润滑 。
扭绞方钢调直后需切断成客户要求的长度。切断过程由安装在方钢出口处的切断机来完成 ,切断机由偏心机构 (如图 2 中 1 ~6 部件 ) 和切断机构 (如图 2 中 7~14 部件 )组成 。动力为切断电机 ,通过皮带传动使凸轮轴 1 旋转 ,而冲头 6 在凸轮 2 的作用下作上下往复运动 。工作时 ,当扭绞方钢在达到定长时 , 即线材顶住定尺板 13 ,由于线材在输送辊的作用下继续前进 ,就将直线枪 14 向前推动 ,刀头顶部的冲头垫片 7 凸台就会移动到冲头 6 的工作行程内 ,此时通过冲头垫片 7 冲击刀头 8 ,从而切断到标准长度的扭绞方钢 。当方钢自行落下后 , 在复位拉簧 11 的作用下使切断机构回复到初始状态 ,进入下一个循环 。
采用上述调直方案和设计理论生产出来的扭绞方钢,已经在钢格板实际生产中得到了广泛的应用 。而且通过实际生产表明 ,扭绞方钢在调直后直线度误差不大于 5mm /m , 方钢的直线度得到显著提高 。扭绞方钢每条螺旋线间距也无明显变化 ,方钢表面粗糙度与调直前相比虽然有所下降 ,但扭绞方钢均无任何形式的划伤且圆弧角没有被磨大 。通过多次的反复实践证明 ,这种调直方式是行之有效的 , 能满足钢格板客户对扭绞方钢的高质量要求 。
在钢格板的实际应用中,常常会遇到很多锅炉平台、塔平台、设备平台铺设钢格板。这些钢格板往往不是标准尺寸,而是各种形状(如扇形、圆形、梯形)。统称为异形钢格板。异形钢格板是根据客户实际需求制作出圆形、梯形、半圆型、扇形等各种不规则形状的钢格板。主要有切角、割孔、切弧等工序,从而避免钢格板到工地后进行二次切割加工,从而使施工安装更快速简单,也避免了现场切割造成钢格板镀锌层的破坏。
形状角度和尺寸
客户在选购异形钢格板的时候,首先要确定异形钢格板的尺寸以及需要切割的地方,异形钢格板的形状并不是四四方方的,有可能是多边形,有可能中间还要打孔。最好提供详细的图纸,如果异形钢格板的尺寸以及角度出现偏差,就会导致钢格板成品安装不上,对客户造成很大的损失。
异形钢格板价格
异形钢格板比普通矩形的钢格板价格高,是有多方面因素造成的,主要因素如下:
1、制作工序复杂:普通钢格板下好料直接焊接就可以,而异形钢格板还要经过切角,割孔,切弧等工序。
2、材料损耗高:切割下来的部分钢格板又不能利用,白白浪费掉了。
3、市场需求较少,应用较少,形状复杂不利于批量生产。
4、工人费用高:由于制作异形钢格板特别复杂,生产量低、生产时间长,工人的工资费用特别高。
异形钢格板面积
1、在没有图纸、按用户规定尺寸加工的,面积为实际钢格板的数量乘以宽度和长度的总和,它包含开孔和切口部分
2、在用户提供图纸的情况下,面积按图纸上总的外围尺寸计算,它包含开孔和切口部分。见图:
用户可以把设计好的异形钢格板CAD图发给厂家,厂家技术人员会针对图纸进行异形钢格板的分解和总面积及总数量的核算。钢格板分解图经双方确认好了以后,厂家安排生产。
异形钢格板的运输
异形钢格板的运输比较麻烦,它并不像矩形钢格板那样规矩的,异形钢格板通常都是外形尺寸大小不一,有的还带有凸起。所以在运输的时候要注意摆放问题,如果摆放不当,在运输的时候很有可能会造成钢格板变形,导致没法安装,或者磕碰将表面的镀锌层损坏,这样会减少钢格板的寿命。
受力方向
还涉及到一个问题,那就是必须确定好异形钢格板平台的受力方向。钢格板的扭矩和受力方向没确定好,那就没办法达到最好的载重,有时钢格板受力方向错误根本就无法使用。所以在设计钢格板平台图纸以及安装钢格板的时候一定要仔细认真,不能有丝毫的马虎。
m.glggb88.b2b168.com
钢格板是一种由承载扁钢与扭绞方钢按照一定的间距正交组合,通过焊接加以固定的开敞板式钢构件。随着我国经济的高速发展 , 市场竞争的日益激烈 ,客户对钢格板产品质量的要求也越来越高 。在钢格板上用的扭绞方钢 (横杆 ) ,客户的要求就非常严格 ,主要质量要求如下 : ①扭绞方钢必须消除拉拔以及扭绞后的内应力 ,经充分调直后 ,线材在 1m 内直线度误差为 ±5mm; ②客户要求扭绞方钢表面不允许出现表面划伤 ,且方钢的圆弧角不能被磨大 。扭绞方钢在钢格板生产中是必不可少的材料,而扭绞方钢在运输时,为了方便都是卷成捆的,在使用时都需要进行调直切断。下面就对钢格板扭绞方钢调直切断机设计原理进行详细的剖析。
送 料
扭绞方钢的送料是通过两对输送辊 1 和 8 进行 。 输送辊的材质为锡青铜 ,分别布臵在调直筒的前后两端 。扭绞方钢通过输送辊的同步运转向前运行 ,调整输送辊弹簧可以改变送线的速度 ,其最大值等于输送辊外圆的线速度 。输送辊的调节对扭绞方钢的表面质量是很重要的 ,如果压得太紧 ,就会导致方钢变形或者出现机械纹 ;反之 ,如果输送辊压得过松 ,扭绞方钢就会在输送辊上产生相对滑动 ,引起其表面划伤 。 这两种情况均会导致产品不及格 。因此 ,应根据不同的产品规格和刚性 ,适当调整弹簧压力 , 以达到最佳的调直效果和生产效率 。
调 直
由于扭绞方钢是通过拉丝机拉拔出来呈盘圆状的 ,无法自身旋转 。因此 ,我们采用滚筒式调直是唯一的办法 。而目前 ,多数厂家均采用在滚筒内排列若干个辊子 ,然后通过调节辊子对线材压力 , 以达到消除应力目的 。但是 , 因为辊子的硬度一般都在 58 ~ 62HRC ,这样就很容易令扭绞方钢出现表面划伤 , 而且方钢圆弧角也会被磨损 ; 但如果降低辊子的硬度 , 辊子又会很快被方钢“切出 ”一条槽 ,起不到压力调直的作用 。 图 1 调直方案 1、8. 输送辊 2. 轴承 3. 调直筒 4. 滑块 5. 调心轴承 6. 孔模 7. 皮带轮 9. 油盘 10. 扭绞方钢 为此 ,如图 1 所示 。我们采用孔模 6 代替原来的 调直辊 ,装在调直滚筒 3 中 ,以期达到消除摩擦 ,并避免方钢划伤和圆弧角被磨损的目的 。孔模 6 安装在 调心轴承 2 内 ,被调直的方钢 10 从中间穿过 ,轴承 2 装在位臵可以调节的滑块 4 内 。在调直时将滑块 4 调成交错压弯 ,而各个孔模 6 形成相互偏心状态 , 其偏心大小代表压弯量的不同 。孔模 6 的偏心随着调直筒的转动而绕着扭绞方钢 10 轴线旋转 , 使扭绞方钢 10 在前进过程中各个方向受到多次弹性弯曲 , 从而最终达到调直的目的 。而且 ,我们还在滚筒的入口处增加润滑油盘 9 ,使扭绞方钢在进入调直时表面就有润滑油 ,而且得到充分润滑 。
扭绞方钢调直后需切断成客户要求的长度。切断过程由安装在方钢出口处的切断机来完成 ,切断机由偏心机构 (如图 2 中 1 ~6 部件 ) 和切断机构 (如图 2 中 7~14 部件 )组成 。动力为切断电机 ,通过皮带传动使凸轮轴 1 旋转 ,而冲头 6 在凸轮 2 的作用下作上下往复运动 。工作时 ,当扭绞方钢在达到定长时 , 即线材顶住定尺板 13 ,由于线材在输送辊的作用下继续前进 ,就将直线枪 14 向前推动 ,刀头顶部的冲头垫片 7 凸台就会移动到冲头 6 的工作行程内 ,此时通过冲头垫片 7 冲击刀头 8 ,从而切断到标准长度的扭绞方钢 。当方钢自行落下后 , 在复位拉簧 11 的作用下使切断机构回复到初始状态 ,进入下一个循环 。
采用上述调直方案和设计理论生产出来的扭绞方钢,已经在钢格板实际生产中得到了广泛的应用 。而且通过实际生产表明 ,扭绞方钢在调直后直线度误差不大于 5mm /m , 方钢的直线度得到显著提高 。扭绞方钢每条螺旋线间距也无明显变化 ,方钢表面粗糙度与调直前相比虽然有所下降 ,但扭绞方钢均无任何形式的划伤且圆弧角没有被磨大 。通过多次的反复实践证明 ,这种调直方式是行之有效的 , 能满足钢格板客户对扭绞方钢的高质量要求 。
在钢格板的实际应用中,常常会遇到很多锅炉平台、塔平台、设备平台铺设钢格板。这些钢格板往往不是标准尺寸,而是各种形状(如扇形、圆形、梯形)。统称为异形钢格板。异形钢格板是根据客户实际需求制作出圆形、梯形、半圆型、扇形等各种不规则形状的钢格板。主要有切角、割孔、切弧等工序,从而避免钢格板到工地后进行二次切割加工,从而使施工安装更快速简单,也避免了现场切割造成钢格板镀锌层的破坏。
形状角度和尺寸
客户在选购异形钢格板的时候,首先要确定异形钢格板的尺寸以及需要切割的地方,异形钢格板的形状并不是四四方方的,有可能是多边形,有可能中间还要打孔。最好提供详细的图纸,如果异形钢格板的尺寸以及角度出现偏差,就会导致钢格板成品安装不上,对客户造成很大的损失。
异形钢格板价格
异形钢格板比普通矩形的钢格板价格高,是有多方面因素造成的,主要因素如下:
1、制作工序复杂:普通钢格板下好料直接焊接就可以,而异形钢格板还要经过切角,割孔,切弧等工序。
2、材料损耗高:切割下来的部分钢格板又不能利用,白白浪费掉了。
3、市场需求较少,应用较少,形状复杂不利于批量生产。
4、工人费用高:由于制作异形钢格板特别复杂,生产量低、生产时间长,工人的工资费用特别高。
异形钢格板面积
1、在没有图纸、按用户规定尺寸加工的,面积为实际钢格板的数量乘以宽度和长度的总和,它包含开孔和切口部分
2、在用户提供图纸的情况下,面积按图纸上总的外围尺寸计算,它包含开孔和切口部分。见图:
用户可以把设计好的异形钢格板CAD图发给厂家,厂家技术人员会针对图纸进行异形钢格板的分解和总面积及总数量的核算。钢格板分解图经双方确认好了以后,厂家安排生产。
异形钢格板的运输
异形钢格板的运输比较麻烦,它并不像矩形钢格板那样规矩的,异形钢格板通常都是外形尺寸大小不一,有的还带有凸起。所以在运输的时候要注意摆放问题,如果摆放不当,在运输的时候很有可能会造成钢格板变形,导致没法安装,或者磕碰将表面的镀锌层损坏,这样会减少钢格板的寿命。
受力方向
还涉及到一个问题,那就是必须确定好异形钢格板平台的受力方向。钢格板的扭矩和受力方向没确定好,那就没办法达到最好的载重,有时钢格板受力方向错误根本就无法使用。所以在设计钢格板平台图纸以及安装钢格板的时候一定要仔细认真,不能有丝毫的马虎。
m.glggb88.b2b168.com