
菏泽扇形钢格板促销
浏览次数:466次
- 产品规格:
- 发货地:江苏省常州武进区
关键词
菏泽扇形钢格板促销
详细说明
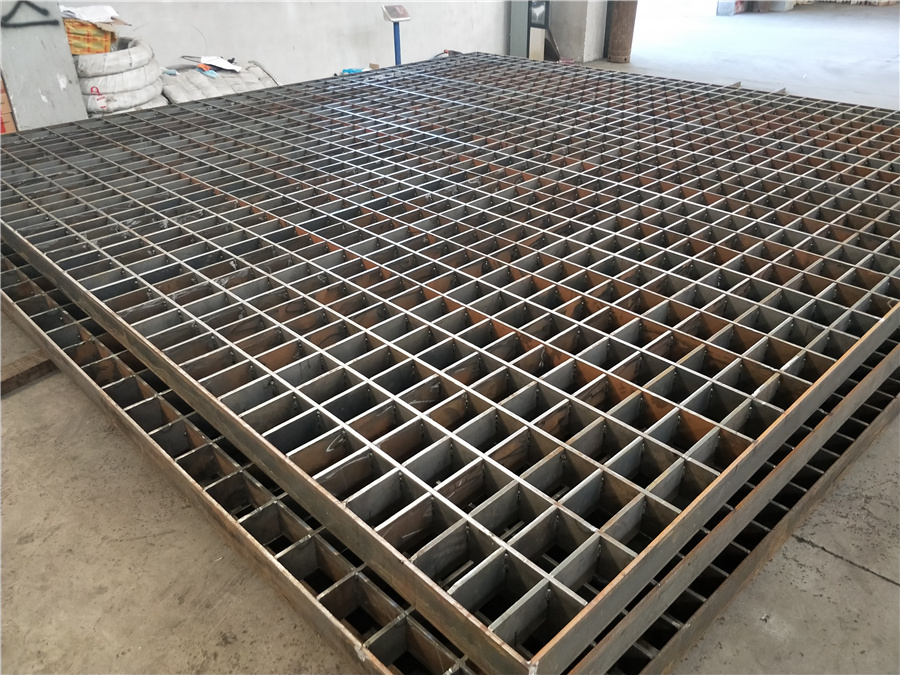
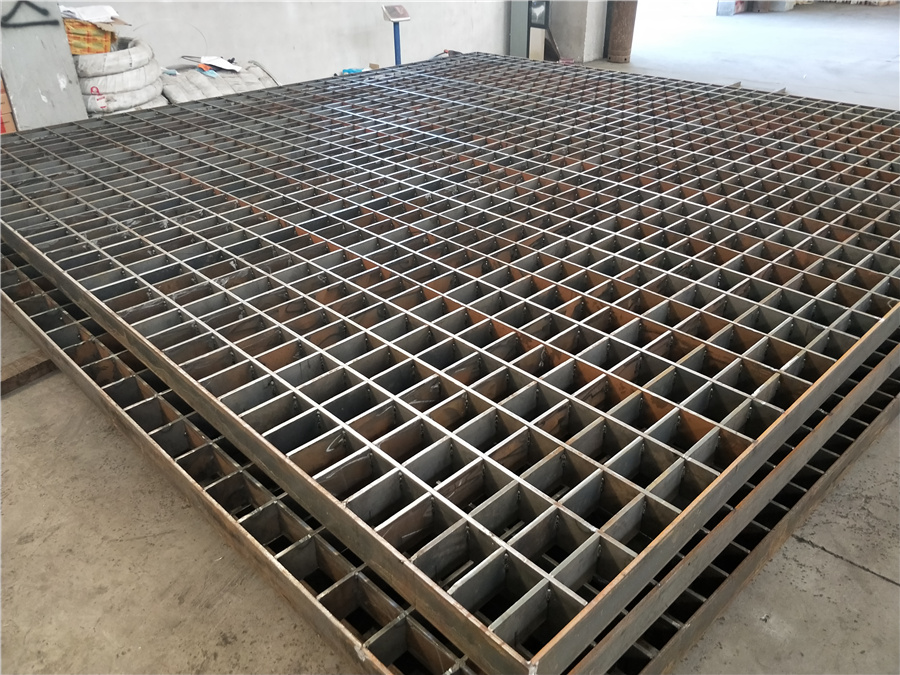
钢格栅板以保养方便、使用方便牢固耐用、不易受损外表新颖、美观大方等优势深受大家欢迎,那么你知道钢格栅板变形原因吗?以及变形以后的补救方法。如果不清楚就请跟随钢格栅板厂家工作人员一起来了解下吧。
钢格栅板为什么会变形:
由于焊接不牢固,横杆与扁钢的交叉点焊接在一起。这就是制造商生产不合格的原因,可以通过重新焊接解决。
建议通过用大锤或用扳手敲击来解决因撞击造成的变形。在生产过程中,放置研磨工具的不均匀性,导致钢格栅板的弯曲和对角线的偏差。建议两个人竖起钢格栅板,使对角线的对角线之一
在地面上重复颠簸,力需要很小。当板的平面弯曲和倾斜时,建议将钢格放置在枕木,砖块或其他高于地面的物体上,凸起的表面朝上,这样弯曲的部分与突起接触。
装载和卸载时,严重受到外力的严重打击。这种情况造成的变形更严重,一般无法解决。
在表面处理(酸洗,热浸镀锌)过程中,钢格栅在高温下会发生热变形。由于扁钢具有弧形曲率,因此在焊接过程中,扁钢不会变直,而是将扁钢直接放在模具上并焊接,表面看起来笔直。实际上,钢格栅具有很强的内应力。如果施加强大的外力,表现出内部应力,并且形状变为水平弓形。因此,焊接钢格栅板时,应在焊接前对扁钢进行矫直。
在运输过程中将其置于平滑状态,使其受到均匀应力。在装卸过程中不能用力打。应轻轻抬起以避免碰撞和挤压。
焊接时,钢格栅板工具应平整。
锌钢架底座放置锌电镀。
以上呢,就是钢格栅板厂家工作人员为大家做出总结,如果大家还是不懂造成钢格栅板变形的原意以及补救方法的话请大家认真阅读以上文章。希望这次总结可以给大家带来所需要的帮助。
热镀锌钢格板在10万吨合成氨项目的应用及规范要求
热镀锌钢格板由于结构轻、强度高、安装方便等特点在合成氨项目工程中得到广泛应用,在压缩工序、脱硫转化工序、脱碳工序、平台液氨罐区等均被大量采用,热镀锌钢格板应符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。热镀锌钢格板常用32*5的扁钢制作。
热镀锌钢格板的规格及适用部位钢格板在合成氨项目中具体应用部位图
钢格板产品结构模式
钢格板产品结构图
钢格板制造规范
1.钢格板选用32mm×5mm金属扁钢与直径(方钢扭绞后的最大直径)为φ8mm±0.3的扭绞方钢;
2.格栅板钢材的牌号必须符合GB/T700《优质碳素结构钢》的材质要求。
2.1选用制造钢格栅板用的材料应提供质量合格证明书,钢材的化学成分必须符合下表的规定
2.2 热扎扁钢宽度尺寸允许误差+0.3-0.9 mm, 厚度尺寸允许误差﹢0.2﹣0.4 mm。
3.格栅板热浸锌处理,符合GB/T13912的钢铁制品热浸锌层技术要求,用于热浸镀的熔融锌中的杂质总含量(铁,锡除外)不应超过总质量的1.5。
4. 包边板采用与承载扁钢相同的材质,并应符合GB/T700标准的规定。
钢格板的尺寸标准
钢格栅板符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。钢格板的尺寸及偏差,应符合标准有关规定要求;
1 钢格板长度允许偏差+0 -5,宽度方向允许偏差±5;
2 承载扁钢的不垂直度应不大于扁钢宽度的10%;
3 横杆位置偏差:横杆表面应不超出承载扁钢表面1mm;横杆两端通常不超过钢格板两侧端面2mm;
4 横杆偏斜及间距偏差:横杆边缘对钢格板中心的偏斜应不大于5mm,在任意1500mm长度内,两端横杆间距的允许偏差为±6mm;
5 钢格栅板外形为长方形或正方形,对角线允许偏差≤±5;
6 钢栅格板安装偏差为每块之间的距离不大于10mm。
钢格板性能检验
1、生产厂应定期抽样按附录C做产品荷载性能试验,并应根据用户要求提供测试报告;
2、齿形系数:负荷≥0.9,绕度≥1.05;
3、钢格板均布荷载能力≥7.5KN/㎡;
4、纵向弯曲:钢格板的纵向弯曲挠度应不大于长度的1/200;
5、横向弯曲:钢格板的横向弯曲挠度(在包边前)应小于宽度的1/100。
焊接要求
1 承载扁钢的端头用相同的承载扁钢进行包边与每一根横杆焊接,且高度不小于承载扁钢厚度的单面贴角焊;焊接长度不小于承载扁钢的厚度的4倍,不允许间隔焊接;
2无裂纹、未焊透、未融合、表面夹渣、未焊满的情况;
3无潴留、无飞浅物。
镀锌层要求
1、目测所有热浸镀锌制件,其主要表面应平滑,无滴瘤、粗糙和锌刺(如果这些锌刺会造成伤害),无起皮,无漏镀,无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
2、热浸镀锌制件漏镀面的总面积不应超过制件总表面积的0.5 。每个漏镀面的面积不应超过10Cm2。当供需双方没有其他协议时,若漏镀面积大于上述规定值,这些制件应予重镀。
3、热浸镀锌制件表面若存在漏镀面,应采用热喷涂锌、涂敷富锌涂料或融敷锌合金等方法对漏镀面进。
产品包装要求
1包装参照GB/T13384要求进行,包装须具有足够的强度能保证公路运输及装卸的要求。
2 包装标志
3 钢格板的包装标志应标明商标或生产厂代号、钢格板型号及标准号。每块钢格板均应标明编号。外包装上标明:货物名称、内包装明细、合同号、收货人姓名及电话、发货人及电话、目的地。
5.通风、采光、散热、防爆、防滑性能好;防积污物;

B、手工制作的钢格板是现在扁钢上冲孔,然后将横杆放入空中电焊,横杆与扁钢会存在孔隙,但是能每个接触点都进行焊接,达到扁钢和麻花钢的等同融化链接,因此焊接会更牢固强度会有所提升,但外观不如压焊的美观。
m.glggb88.b2b168.com
钢格栅板为什么会变形:
由于焊接不牢固,横杆与扁钢的交叉点焊接在一起。这就是制造商生产不合格的原因,可以通过重新焊接解决。
建议通过用大锤或用扳手敲击来解决因撞击造成的变形。在生产过程中,放置研磨工具的不均匀性,导致钢格栅板的弯曲和对角线的偏差。建议两个人竖起钢格栅板,使对角线的对角线之一
在地面上重复颠簸,力需要很小。当板的平面弯曲和倾斜时,建议将钢格放置在枕木,砖块或其他高于地面的物体上,凸起的表面朝上,这样弯曲的部分与突起接触。
装载和卸载时,严重受到外力的严重打击。这种情况造成的变形更严重,一般无法解决。
在表面处理(酸洗,热浸镀锌)过程中,钢格栅在高温下会发生热变形。由于扁钢具有弧形曲率,因此在焊接过程中,扁钢不会变直,而是将扁钢直接放在模具上并焊接,表面看起来笔直。实际上,钢格栅具有很强的内应力。如果施加强大的外力,表现出内部应力,并且形状变为水平弓形。因此,焊接钢格栅板时,应在焊接前对扁钢进行矫直。
在运输过程中将其置于平滑状态,使其受到均匀应力。在装卸过程中不能用力打。应轻轻抬起以避免碰撞和挤压。
焊接时,钢格栅板工具应平整。
锌钢架底座放置锌电镀。
以上呢,就是钢格栅板厂家工作人员为大家做出总结,如果大家还是不懂造成钢格栅板变形的原意以及补救方法的话请大家认真阅读以上文章。希望这次总结可以给大家带来所需要的帮助。
热镀锌钢格板在10万吨合成氨项目的应用及规范要求
热镀锌钢格板由于结构轻、强度高、安装方便等特点在合成氨项目工程中得到广泛应用,在压缩工序、脱硫转化工序、脱碳工序、平台液氨罐区等均被大量采用,热镀锌钢格板应符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。热镀锌钢格板常用32*5的扁钢制作。
热镀锌钢格板的规格及适用部位钢格板在合成氨项目中具体应用部位图
钢格板产品结构模式
钢格板产品结构图
钢格板制造规范
1.钢格板选用32mm×5mm金属扁钢与直径(方钢扭绞后的最大直径)为φ8mm±0.3的扭绞方钢;
2.格栅板钢材的牌号必须符合GB/T700《优质碳素结构钢》的材质要求。
2.1选用制造钢格栅板用的材料应提供质量合格证明书,钢材的化学成分必须符合下表的规定
2.2 热扎扁钢宽度尺寸允许误差+0.3-0.9 mm, 厚度尺寸允许误差﹢0.2﹣0.4 mm。
3.格栅板热浸锌处理,符合GB/T13912的钢铁制品热浸锌层技术要求,用于热浸镀的熔融锌中的杂质总含量(铁,锡除外)不应超过总质量的1.5。
4. 包边板采用与承载扁钢相同的材质,并应符合GB/T700标准的规定。
钢格板的尺寸标准
钢格栅板符合YB/T4001-2007《钢格栅板及配套件》的标准要求和本技术协议的规定。钢格板的尺寸及偏差,应符合标准有关规定要求;
1 钢格板长度允许偏差+0 -5,宽度方向允许偏差±5;
2 承载扁钢的不垂直度应不大于扁钢宽度的10%;
3 横杆位置偏差:横杆表面应不超出承载扁钢表面1mm;横杆两端通常不超过钢格板两侧端面2mm;
4 横杆偏斜及间距偏差:横杆边缘对钢格板中心的偏斜应不大于5mm,在任意1500mm长度内,两端横杆间距的允许偏差为±6mm;
5 钢格栅板外形为长方形或正方形,对角线允许偏差≤±5;
6 钢栅格板安装偏差为每块之间的距离不大于10mm。
钢格板性能检验
1、生产厂应定期抽样按附录C做产品荷载性能试验,并应根据用户要求提供测试报告;
2、齿形系数:负荷≥0.9,绕度≥1.05;
3、钢格板均布荷载能力≥7.5KN/㎡;
4、纵向弯曲:钢格板的纵向弯曲挠度应不大于长度的1/200;
5、横向弯曲:钢格板的横向弯曲挠度(在包边前)应小于宽度的1/100。
焊接要求
1 承载扁钢的端头用相同的承载扁钢进行包边与每一根横杆焊接,且高度不小于承载扁钢厚度的单面贴角焊;焊接长度不小于承载扁钢的厚度的4倍,不允许间隔焊接;
2无裂纹、未焊透、未融合、表面夹渣、未焊满的情况;
3无潴留、无飞浅物。
镀锌层要求
1、目测所有热浸镀锌制件,其主要表面应平滑,无滴瘤、粗糙和锌刺(如果这些锌刺会造成伤害),无起皮,无漏镀,无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
2、热浸镀锌制件漏镀面的总面积不应超过制件总表面积的0.5 。每个漏镀面的面积不应超过10Cm2。当供需双方没有其他协议时,若漏镀面积大于上述规定值,这些制件应予重镀。
3、热浸镀锌制件表面若存在漏镀面,应采用热喷涂锌、涂敷富锌涂料或融敷锌合金等方法对漏镀面进。
产品包装要求
1包装参照GB/T13384要求进行,包装须具有足够的强度能保证公路运输及装卸的要求。
2 包装标志
3 钢格板的包装标志应标明商标或生产厂代号、钢格板型号及标准号。每块钢格板均应标明编号。外包装上标明:货物名称、内包装明细、合同号、收货人姓名及电话、发货人及电话、目的地。
5.通风、采光、散热、防爆、防滑性能好;防积污物;
B、手工制作的钢格板是现在扁钢上冲孔,然后将横杆放入空中电焊,横杆与扁钢会存在孔隙,但是能每个接触点都进行焊接,达到扁钢和麻花钢的等同融化链接,因此焊接会更牢固强度会有所提升,但外观不如压焊的美观。
m.glggb88.b2b168.com