
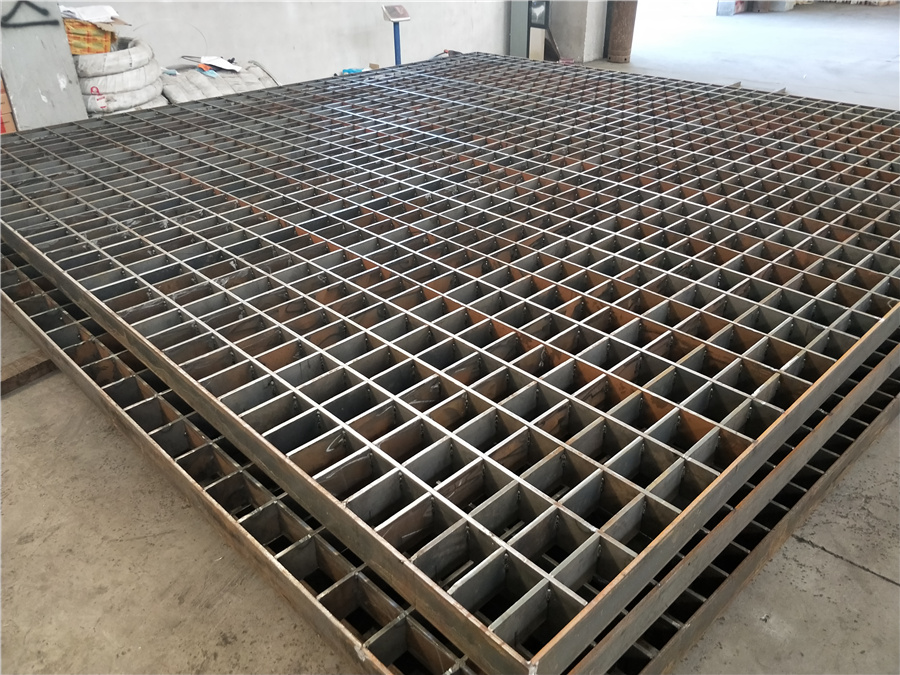
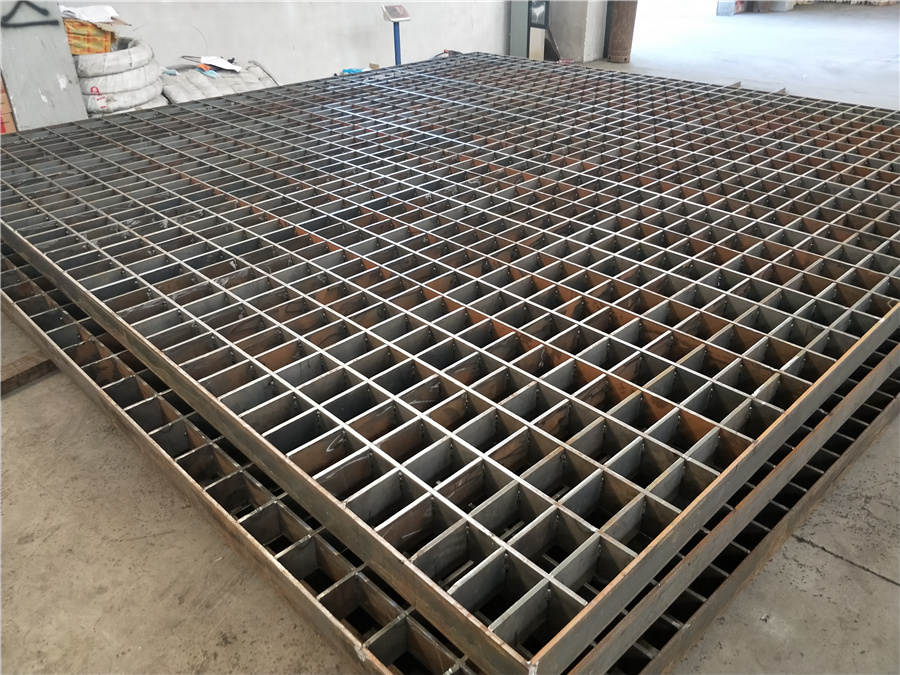
沧州扇形钢格板生产
浏览次数:626次
- 产品规格:
- 发货地:江苏省常州天宁区
关键词
沧州扇形钢格板生产
详细说明
产地常州
质量标准YB/T4001.1-2007
表面处理热镀锌
运输全国
产品规格定制
钢格栅的类型,包括尺寸、间距、扁钢间距和表面处理,应该考虑根据设计负荷要求和支持平台框架,并选择的支持,和钢格的规格应尽量减少.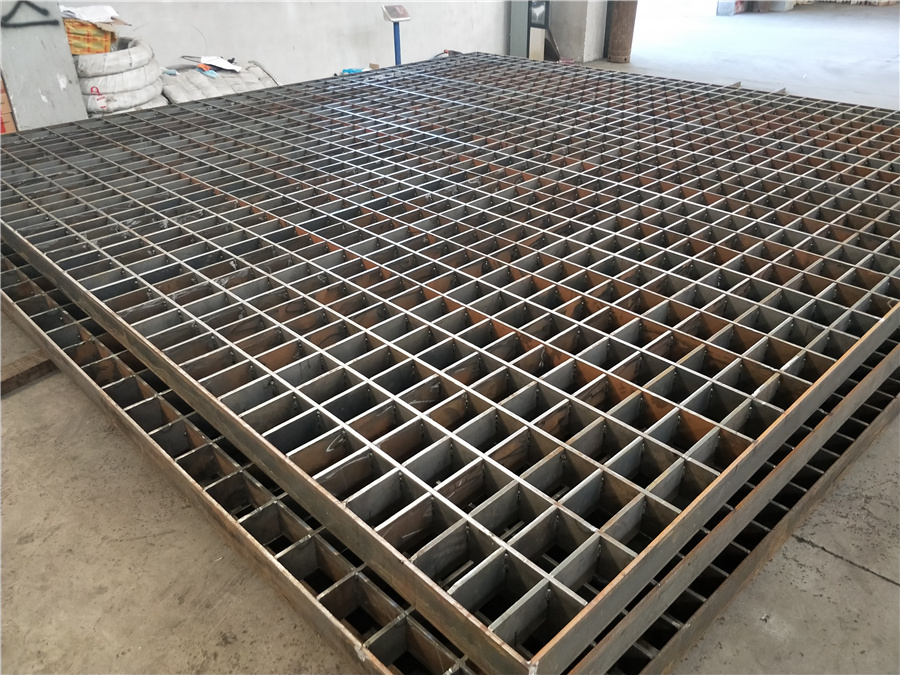
影响热镀锌钢格栅板镀锌层粘附性的原因有哪些?
钢格栅板基板的化学成分对锌层附着性的影响:热镀锌钢格栅板一般采用低碳扁钢作为基板,其钢基w(Si较高,实践证明钢基w(Si)高会引起Fe-Zn,合金层ζ相剧烈增厚,形成灰白色镀层,使镀锌层粘附性变坏。另外c的影响机理在于钢基参与剧烈反应,导致Fe-zn合金层增厚,恶化锌层附着性能。
根据啮合原理增大圆板表面粗糙度能提高锌层附着力,但实际上,由于钢格板基板表面的粗糙不平,也为轧制油、润滑脂及铁粉的残留创造了有利条件,不利于改善锌层附着力,甚至有恶化的倾向。
用于热镀锌钢格栅板扁钢表面残留物主要为油脂(轧制油、润滑油、液压油等)和微小的固体颗粒(铁粉、灰尘等)。改良森吉米尔法退火炉可大部分消除带钢表面残油脂类和氧化物,但对残留的固体颗粒几乎无清洁作用。当原料表面清洁度低于退火炉清洁能力时,扁钢表面将有剩余的残留物存在。这部分残留物总量超过镀锌的允许值时,就会出现锌花变小、锌花均匀性差、镀层出现裂纹、甚至锌层脱落等问题。
镀锌时间应理解为钢格板基体进入锌液到离开液面后,镀层冷却至Fe、zn原子不能进行较长距离扩散为止。镀锌时,当中间层形成以后,为防止镀层中Fe-Zn的进一步扩散反应,保证Fe2Al5中间层的贫锌和均质性,应尽快冷却镀层,使Fe、zn原子尽快失去扩散能力。
以上是关于热镀锌钢格栅板的相关内容,希望对大家有所帮助。
我们都知道钢格板在使用的时候是需要压焊的,那么我们在压焊的时候需要注意什么呢?不妨下面就跟着小编去了解一下。
1、在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。
2、压焊钢格板钢格板的焊接优先采用压力电阻焊,也可采用电弧焊。
3、钢格板的压锁可采用压力机将横杆压入负载扁钢将其固定。
4、格栅板应根据用户的需要,加工成各种尺寸的形状。
5、负载扁钢的间距和横杆的间距可由供需方根据设计要求确定。作工业平台,建议负载扁钢的间距不得大于40mm,横杆间距不得大于165mm。
在负载扁钢的端头,应使用与负载扁钢同规格的扁钢进行包边。
在特别使用的场合,可使用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。包边采用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不承受荷载的情况下,允许间隔4根负载扁钢焊接一处,但间距不得大于180mm。
在包边板承受荷载的情况下,不允许间隔焊接,而且必须满焊。楼梯踏步板的端边板必须单面满焊。与负载扁钢同向的包边板,必须与每一根横杆焊接。压焊钢格板中的切口、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有前沿包边护板,必须贯穿整个踏步。钢格栅的负载扁钢,可采用平面扁钢、I型扁钢或纵剪带钢。钢格板的负载扁钢,可以带有齿型,以增加钢格栅板的防滑力,齿型尺寸如图2所示。在每100mm内不能少于5齿。齿型尺寸平台上的钢格板的小宽度不得小于300mm。
以上就是小编给我们介绍的压焊钢格板焊接需要注意的事项,希望小编的分享可以帮助到你们,如果你们在钢格板方面有不懂的,欢迎随时咨询。
沟盖板材质: 1、扁钢:材质为Q235A或不锈钢,有普通平面型、防滑齿型和截面I型。
m.glggb88.b2b168.com